
I have replaced the valve guides in the cylinder heads of my Jubilee and I have purchased new valves and springs. Annoyingly, one valve seat needs to be re-cut. The valve guide is correctly installed so it must have been a previous problem. The valve stem is about 7mm (9/32"?) and I can't see a suitable valve seat cutter for sale, only 3/8 and 5/i6 inch.
Does anyone know the correct diameter for the cutter stem and what the valve seat angle should be?
I assume the valve seat angle is 45 degrees but I could be wrong. The cutters are expensive so I want to get the correct one.
Many thanks,
Dennis
Valve stem diameter
- Log in to post comments
Thank you
Peter,
Thank you for confirming the cutter stem diameter.
The valve stem is a good fit in the guider so I just need to re-cut the valve seat a little as the seat is slightly off and by too much to grind with paste.
I think I have found a suitable carbide tipped cutter with a 7mm stem on an auction site. The cutter angle is 45 degrees.
Dennis
- Log in to post comments
Dennis, thanks for asking…
Dennis, thanks for asking this! I'm shortly to replace the guides on my Electra and had trouble locating a suitable drift, so ended up having to fabricate one. As I dont have access to a lathe I cut the head off an old valve, bought a 9/32" drill bit and drilled down the centre of a 1/2" rod using my pillar drill. The stem is a loose fit, but not excessively so (in my opinion at least!)
Reading your comment about a cutter with a 7mm stem, I was a little concerned that this might be too loose in the guide and cause more problems than it solved running off centre. A quick look at some conversion tables, the difference between 7mm and 9/32" is less than 0.006", which I think is probably acceptable- but I'm no engineer....
- Log in to post comments
I found a 7mm shouldered drift on ebay.
Michael,
I found a supplier of a 7mm shouldered drift on ebay that is a snug fit in the valve guides and allowed me to fit the new guides successfully. Based on this I am hoping that a valve seat cutter with a 7mm stem will also fit well in the guides.
Dennis
- Log in to post comments
For information on valve seat cutters.
For information I bought a 31mm diameter and 26mm diameter valve seat cutter from India via ebay with a 7mm diameter arbor and handle for about £90. This also included a valve stem reamer but I did not need to use it. The cutters worked well with only a few turns needed to restore the seat to the correct angle (45 degrees) and a consistent seat width. A costly job but the only way to restore the seat/ valve contact after fitting new guides. I think the seats had distorted due to valve seat wear. I was fitting new valves so the valve seat surface needed attention. The cutters are carbide tipped and I think they need to be so avoid cheaper alternatives. This is a diy job but I did not ask what it would have cost at a machine shop.
Dennis
- Log in to post comments
Valve seat cutting
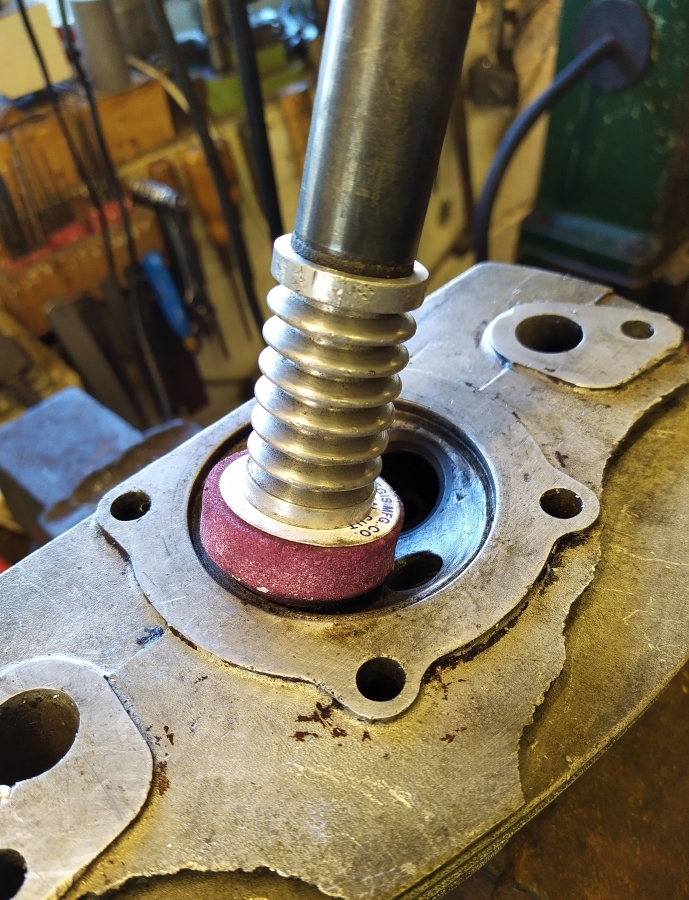
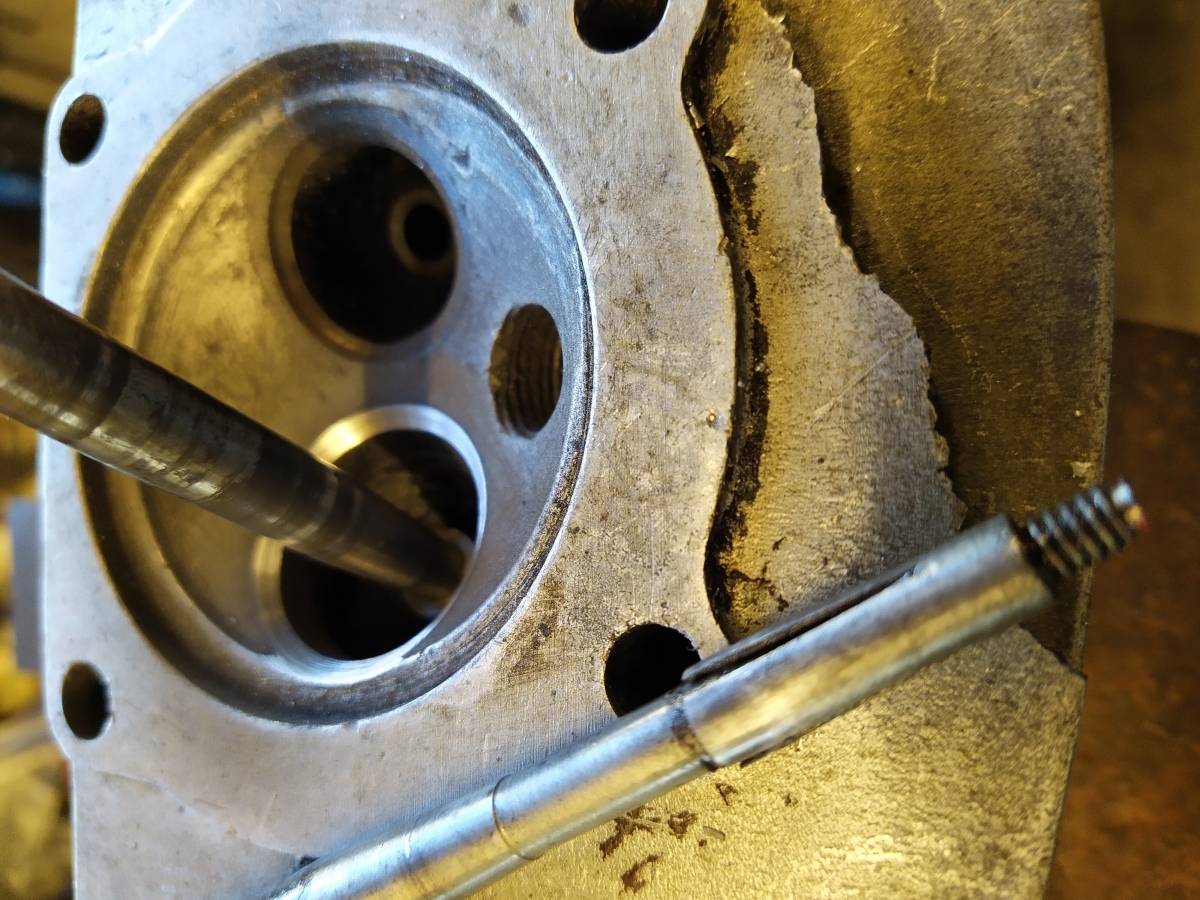
I like to use "Wolf" valve seat cutting equipment, long obsolete but very effective. I've attached some photos of the kit. The grinding tool is guided by an expanding mandrel and driven by something that looks like an electric drill, difference being it runs at over 16000rpm!
I think the major advantage of these seat re-facers over the carbide cutters is cost. The grinding wheels are a few £'s each and with the dressing attachment the wheels can be dressed to any angle. The seat in the photo is recessed somewhat so the next step would be to dress a wheel at, say, 30 degrees to clear some of the metal that is shrouding the valve. Likewise a wheel can be dressed to a much narrower angle to improve the port side of the seat.
These seat cutters appear on ebay now and again at very reasonable prices. Well worth getting hold of even if you only do this type of work occasionally.
I have a few "Neway" carbide cutters, haven't used them for some time now.
{kind=link}
{kind=link}
{kind=link}
- Log in to post comments
That is a good bit of kit
Whilst not applicable to any of the older bikes, lots of modern engines (certainly those in the car world since 1995) use sintered MMC valve seats that can only be ground to profile - a traditional cutter can/will destroy either the seat, the tool or both, so a tool as described by John is great. They give a far superior finish too, such that lapping is a thing of the past.
George
- Log in to post comments
Valve seat material
George F, didn't know valve seats use MMC tech, pistons and crankcases yes.
Sintered seats are usually Iron with plenty of Chrome and nickel mixed in and bound with copper, (sometimes Cobalt), for good heat conductivity. Essentially austenitic iron, Ni-resist is a common trade names for the cast product. Ni-resist makes a good valve seat along with a decent quality valve they will resist anything modern fuels might do the them. Another useful advantage is that its coeff. of thermal expansion is very close to that of Aluminium.
As you say, the carbide cutters can struggle with these materials, not so much because the seat material is hard per se, but because it work hardens in use. Therefore considerable pressure is need to get the cutters to re-cut seats, not so bad on new seats. The cutters often have serrated cutting edges so as to make it easier for it to bite in to the material.
As for not lapping the valves in after grinding the seat concentric with the valve guide, I do after grinding, its the work of a few moments!
- Log in to post comments
Hi Dennis,
I found when replacing the valve guides in an Electra that the new guides need reaming after fitting. The interference fit in the aluminium head is strong enough to close the guide bore. Before fitting the new guides, the new valves fitted wonderfully.
The reamer needed is 9/32".
This is your cutter stem diameter.
Good luck,
Peter