
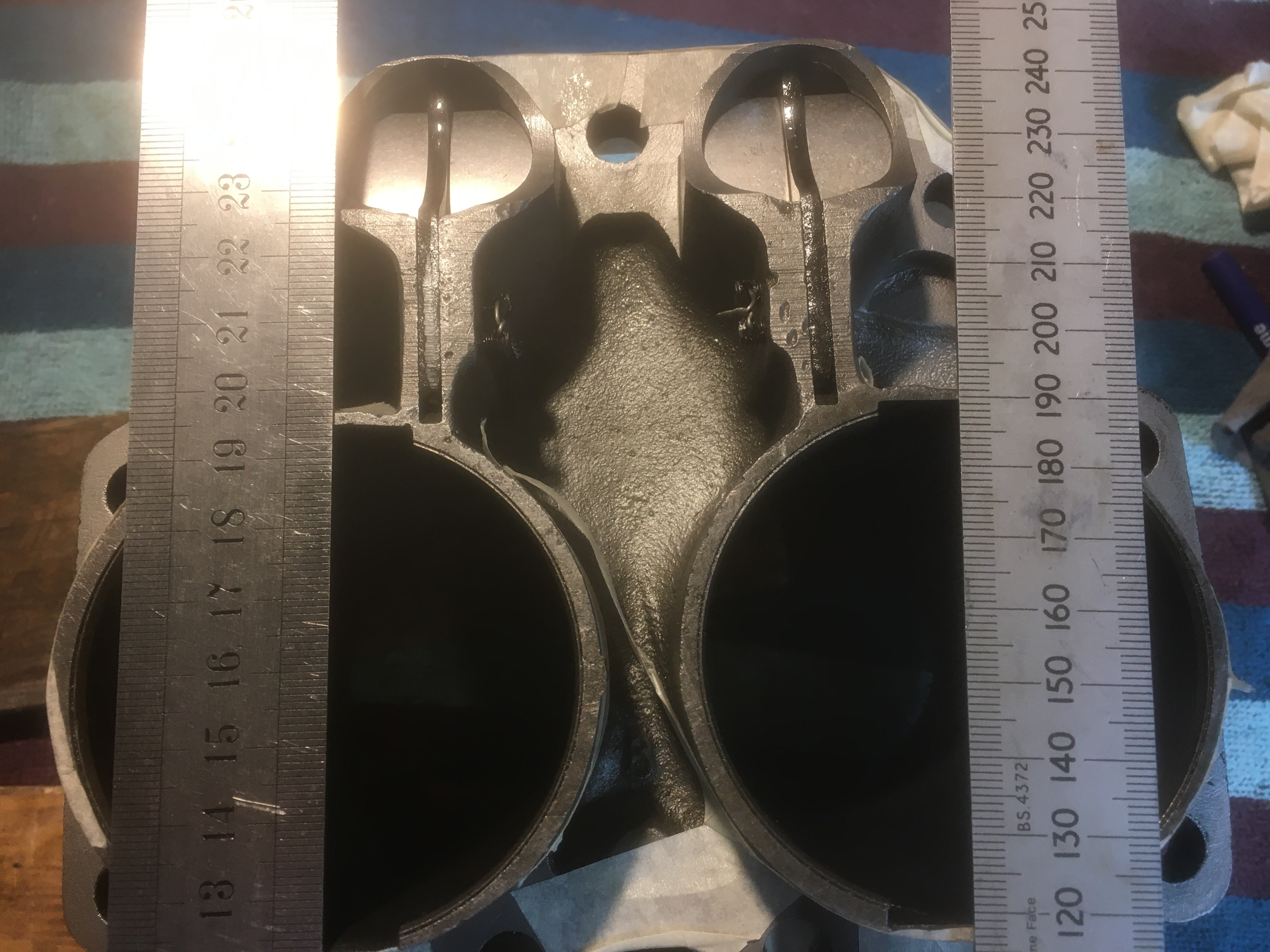
Hi. A while ago I bought a set of (apparently) new old stock Dommie 99 barrels for my Dommie project. I’ve also bought a set of Thunder Engineering conrods. When I put the barrels onto the engine today I can only rotate the crankshaft about two thirds of a rotation before the conrods come to a dead halt against ’something’. When I look at the underside of the barrels, I can see that the cutouts for conrod clearance in the barrels are in different places for the left-hand and right-hand bores (please see photos). This is mainly at the front cutouts - the rear ones are more similarly placed, but not exactly. This means that the two cutouts in one cylinder are perfectly ‘fore and aft’ whereas those for the other cylinder are angled away and not parallel to the other cylinder’s cutouts.
Does anyone know if these barrels are usable or is that why they were unused until I found them? Should I be looking for another set of barrels?
If they are usable, I guess that I’ll need to grind or cut away some of the liner and barrel material - is that achievable and/or wise? If that is possible, what’s the best tool to use - would an angle grinder be suitable?
Thanks very much
Regards
Tony
{kind=link}
The Barrels appear to have…
- Log in to post comments
Something Not Right Here
As Robert says, these barrels appear to have liners which new and NOS would not have. Are you sure these are proper 99 barrels? Count the fins to confirm. An 88 barrel on a 99 bottom end would end up withe conrods fouling the sides of the barrels.
Attached photos show underside differences.
{kind=link}
{kind=link}
- Log in to post comments
Thanks Robert and Philip. …
Thanks Robert and Philip.
Philip, my barrel has 9 fins (photo below), which I thought meant they were for a 99, but they haven’t got the deep cutouts for the conrod clearance that your photo shows. Aren’t those cutouts just for a 650 (and possibly an Atlas)?
The barrel that was on the bike when I bought it was the same as my current one and the engine turned over fine with that barrel and standard Norton conrods. Unfortunately though that barrel is too damaged to use. Also, none of the barrels I have been offered in the past as Dommie 99 barrels had those cutouts - are the ones with cutouts for a later model - mine is a 1960 bike.
Regards
Tony
{kind=link}
- Log in to post comments
Hi Philip. I think that I…
Hi Philip. I think that I misunderstood the cation on your second photo - I think now that the second photo shows a 650 barrel at the top of the picture and a 99 barrel at the bottom of the photo. If that’s the case, then my barrel is correct but badly machined.
The reason I say that it’s badly machined is because the clearance ‘scoops’ at the bottom of your barrel are positioned close up to the lock plates of the cam followers. Those scoops on the left-hand and right-hand bores of my barrel are in two different positions and neither are the same as the ones in your photo.
I think I must have bought a badly machined barrel. The big question now is, ‘Can I make it better?’ As I couldn’t sell it on to anyone (without ripping them off in the same way I was ripped off), I might as well see if I can adjust the positions of the scoops by careful use of an angle grinder.
Regards
Tony
- Log in to post comments
The Thunder rods could be…
The Thunder rods could be wider than the Norton ones. A dremel may be easier to control . Don't leave any sharp corners for stress cracks to start from.
- Log in to post comments
Its possible that the…
Its possible that the barrels are New old stock rejects that went in the skip when the factories closed. Staff would go through the skips and rescue stuff . When production problems occured factories were not beyond using rejects to get a few orders out. I think thats what my Atlas head was !!.
- Log in to post comments
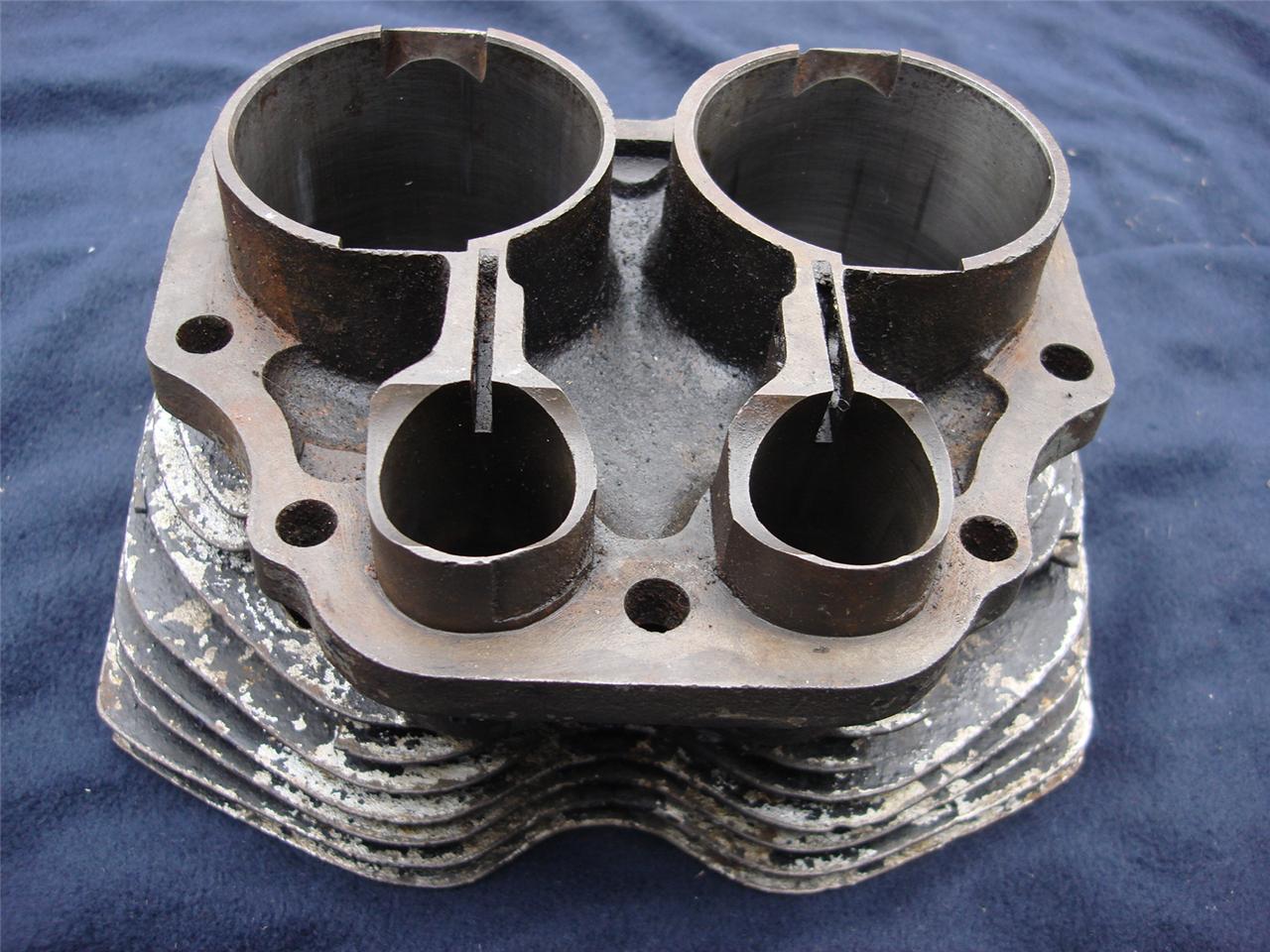
650 - 99 Barrels
Attachment shows better labelled 99 & 650 barrels undersides. All of the factory 99 (& other twins) barrels were machined to bore size from a single casting (number 22709). So no liners were squeezed inside the cylinder bores. A good engineering company should be able to sort out the cutaway chamfer for you. On the 99 engine the piston rings do not reach to the very bottom of the cylinder. 650 barrels needs more care to detail otherwise the skirts can crack and chunks fall off.
Picking up on Roberts rejects point. Apparently hundreds of Norton engine components had to be scrapped, at Plumstead, in 1963 due to poor machining of the castings.
{kind=link}
- Log in to post comments
Poor machining
So the story goes, when Norton transferred it's production and equipment from Bracebridge St to Plumstead, understandably not many staff chose to relocate, and so a lot of skill was lost.
Several preliminary batches of crankcases had to be scrapped entirely after machining, as the holes were misaligned. In desperation, somebody in management said, "Lets ask Ted (who had operated the capstan drill)".
Ted was duly brought down to Plumstead to see for himself. His immediate question was "Did you bring the piece of wood?" On being met by blank stares all round, he explained that the bearings on the spindle were completely clapped out, having been worn out over many years, but by using a lump of wood to lever the spindles and take out the slack, he could get it to run true enough to drill the cases.
At once amusing and sad, and apparently typical of much of UK industry management at the time in failing to invest in newer equipment when necessary.
- Log in to post comments
I have also read that Norton…
I have also read that Norton Built up a sizeable "war chest" to invest in a new factory but when AMC found out they took it to pour into the AMC morass.
- Log in to post comments
Hi guys. Well I ‘be sorted…
Hi guys. Well I ‘be sorted my conrod issue. It was in fact two separate problems.
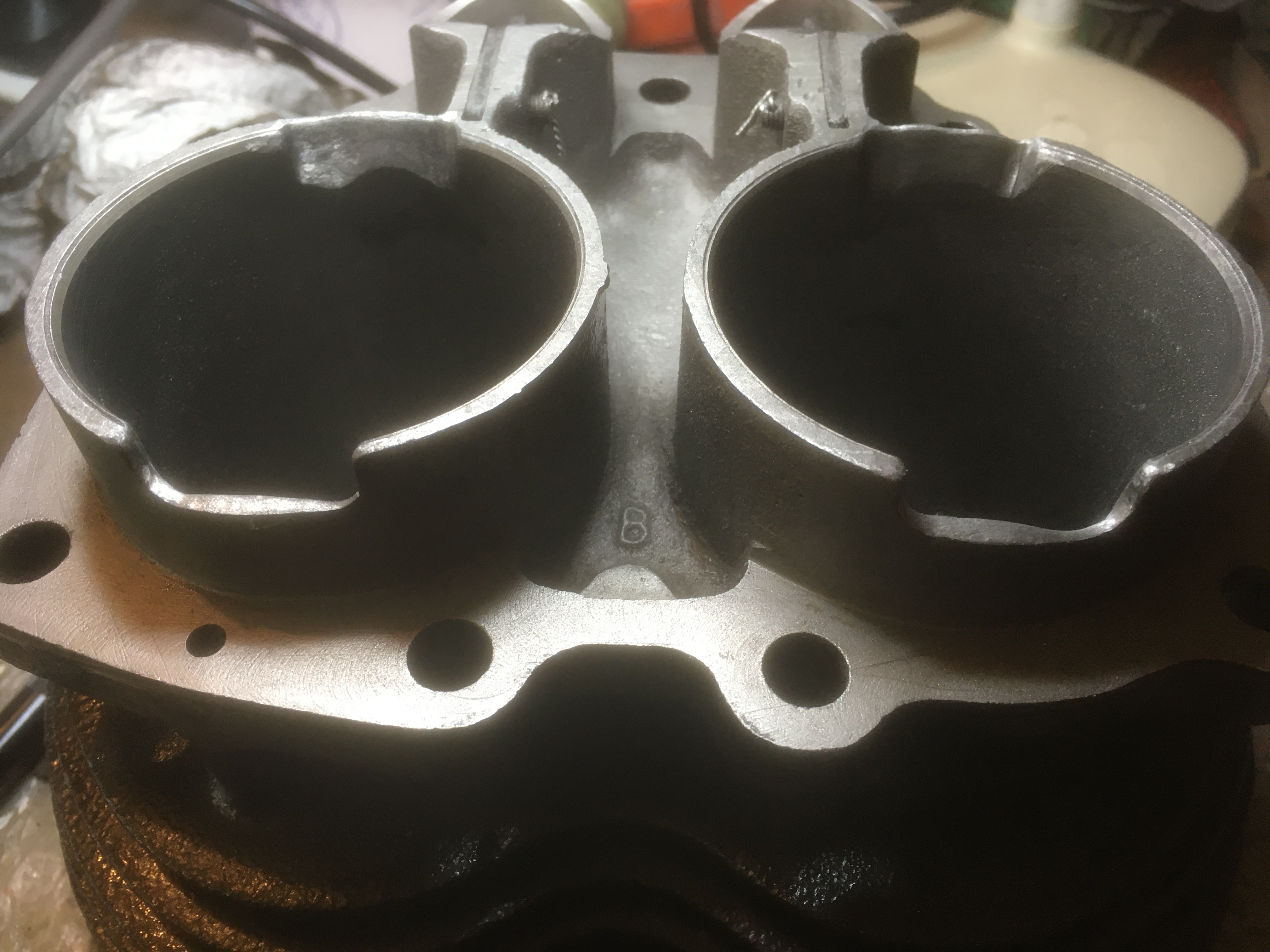
I checked the alignment of the conrod clearance scoops and those of one cylinder was massively out of alignment so I set to with my Dremel and ground out a bit of barrel skirt to get things straight. That didn’t fix the conrod collision issue. So I ground down the clearance scoops at the rear of both cylinders (see photos). That got really close to fixing the problem but there was still just a very small contact - the crankshaft went full revolution but there was a slight tight spot somewhere. I did lots of measuring and couldn’t understand how the conrods could still be hitting the barrels. It was then that I noticed a small line of shiny casting flash on bottom edge of one barrel skirt socket in the crankcase. It was only about 2mm long by 1mm deep. I managed to remove it with a pair of pliers (crankcase packed with rags first) and now everything is fine - crankshaft rotates no problem.
Thanks again for everyone’s help
Regards
Tony
{kind=link}
{kind=link}
{kind=link}
- Log in to post comments
Lateral Movement
Don't forget to factor into your gap grinding, enough room for the conrods to move along the big end pins and still not bounce off the sides of the cylinder slots. Plus at a risk of teaching you to suck eggs, the corners of each slot need a small radius to prevent stress cracking.
- Log in to post comments
Thanks Neil. I hadn’t…
Thanks Neil. I hadn’t thought about checking the clearance with the conrods moved to both the left and right extremities. All corners (internal and external rounded) - I remembered that bit :-)
Regards
Tony
- Log in to post comments
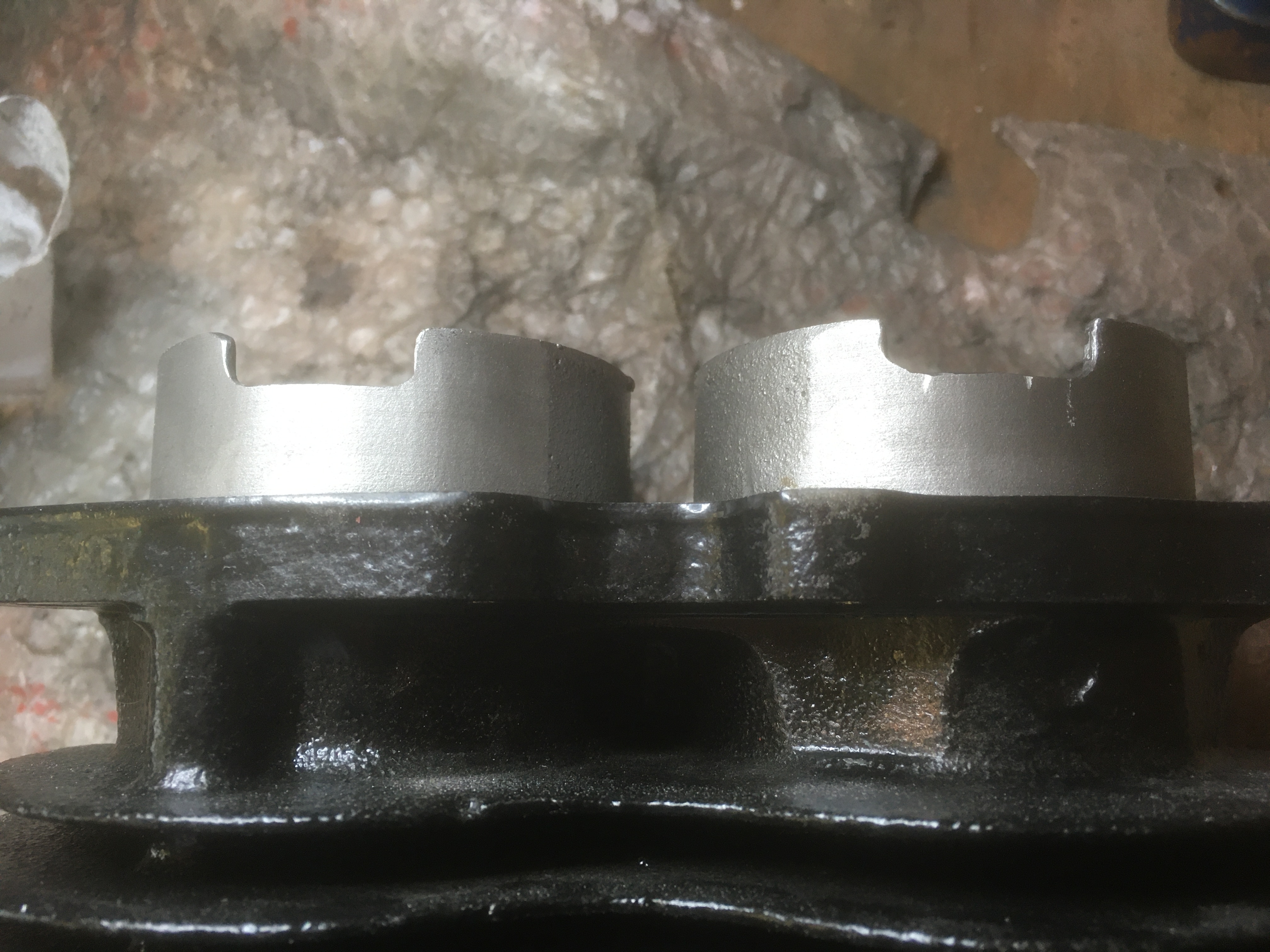
Looks a tidy job. The…
Looks a tidy job. The liners are thicker than they look as they have a decent chamfer on them.
- Log in to post comments
Now polish the edges of the…
Now polish the edges of the conrods where they used to hit the bores....
- Log in to post comments
Yes...and
Yes this is a fine answer to a problem, I also could not see why this would not work and as Tony says it looks like a badly made/machined barrel in the first place. Now every thing is 'not hitting' but by how much? I would give myself a smidgin of clearance as on the overrun at 6500 in third!! If something touched it could be expensive?? A rough suggestion is to fit the barrels without a base gasket, but with some plaster-scene in the appropriate places, see what happens when you pull them off again? And as DC says any nicks on the rods need polishing out, the slightest nick in the wrong place becomes a 'saw cut' and things come apart-some times in a 'rush'
- Log in to post comments
Hi Al. When I was using the…
Hi Al. When I was using the Dremel to enlarge the clearance areas I allowed ‘2 smidgens’ not just one! :-) I probably left wider clearances than strictly necessary but I wanted to be really sure that nothing could touch. Luckily I had just one small nick on the corner of one rod so I just got some well worn fine wet and dry paper and polished it out.
Regards
Tony
- Log in to post comments
The Barrels appear to have thin liners , which will need carefull trimming .